- tel:+86-13222111178
- email:info@ntjugao.com
4 Roller Plate Rolling Machine Buying Guide
4 Roller Plate Rolling Machine Buying Guide

Four-roll plate bending machines are widely used equipment in the bending and coiling of metal sheets. They can realize the pre-bending, forming and coiling of sheets, and are especially suitable for medium and thick plates and high-precision coiling processing.
Compared with three-roll plate bending machines, four-roll plate bending machines have advantages such as high degree of automation, simple operation, and small residual straight edges.
1. What is a four-roll plate bending machine?

definition:
A four-roll plate bending machine is a device that uses the coordinated movement of four rollers (one upper roller, one lower roller, and two side rollers) to clamp, pre-bend, and roll up a plate. It can complete the symmetrical pre-bending and full-circle rolling of the plate in one go.
Four-roll plate rolling machines are mechanical equipment used to roll metal sheets into cylindrical, arc, or other shapes. They are widely used in industries such as pressure vessels, wind power, shipbuilding, petrochemicals, and boiler manufacturing.
Brief description of working principle:
· Clamping the plate: The upper and lower rollers clamp the plate.
· Pre-bending: By lifting one side roller, one end of the sheet metal is pressed upward to achieve pre-bending (reducing straight edges).
· Rolling: The rollers move in a coordinated manner, and the sheet material undergoes continuous plastic deformation under the support of three points, finally being rolled into the required curvature.
· Unloading: The formed workpiece is unloaded by auxiliary devices or upper roller turning mechanism.
2. Structural Components of a Four-Roll Plate Rolling Machine
The basic structure of a four-roll plate bending machine forms the basis for its automatic pre-bending, plate bending, and rounding functions. Compared to a three-roll plate bending machine, the four-roll plate bending machine adds an auxiliary roller (a second side roller), greatly improving processing efficiency and plate bending accuracy. The following is a description of the main structural components and functions of a four-roll plate bending machine.
1) Upper roller (upper work roller)
Location:
Located at the top of the center of the frame.
Function:
The drive roller rotates the sheet metal via a transmission system.
A primary downward bending force is applied to the sheet material.
feature:
Typically powered by electricity, it has the largest diameter and can be lifted vertically as needed.
2) Lower roller (lower work roller)
Location:
Located at the bottom, parallel to the upper roller.
Function:
As a driven roller, it serves to clamp the sheet metal.
The clamping force can be adjusted by moving it up and down.
feature:
It is sometimes also used as a drive roller. It is used to clamp and adjust the initial position of the sheet metal in conjunction with the upper roller.
3) Left and right rollers (side rollers)
Location:
Located on both sides of the upper and lower rollers, close to the lower roller.
Function:
Implement the pre-bending function.
Control the bending trajectory and forming radius of the sheet material.
feature:
It can be raised, lowered, or swung independently, and is usually controlled by a hydraulic system.
Their movement trajectories can be controlled by programming to achieve rolling of different shapes (cylinders, cones, etc.).
4) Main drive unit
· It usually consists of a motor and a speed reducer.
· The upper roller (or upper and lower rollers) is directly driven to rotate, causing the sheet material to move.
· Ensure a constant linear speed between the rollers to improve rolling accuracy.
5) Hydraulic system
· Control the lifting and lateral movement of the lower roller and side rollers.
· Provides pressure control during the rolling process.
· It typically includes hydraulic cylinders, hydraulic pumps, control valve groups, oil tanks, etc.
6) Rack
· Supports the entire device structure.
· Ensure the accuracy of the roller position and the overall rigidity of the equipment.
· Constructed from heavy-duty welded steel or castings, ensuring strong load-bearing capacity.
7) Numerical Control System
· Used to control the movement and parameter settings of various components of the plate rolling machine.
· It is typically equipped with a PLC, touch screen, and human-machine interface (HMI).
· It enables automated control and supports multi-stage rolling operations.
8) Auxiliary devices (optional)
· Feeding devices: such as hydraulic loading platforms, etc.
· Discharge devices: such as support frames, turning roller devices, etc.
· Safety devices: emergency stop button, protective cover, displacement detection system, etc.
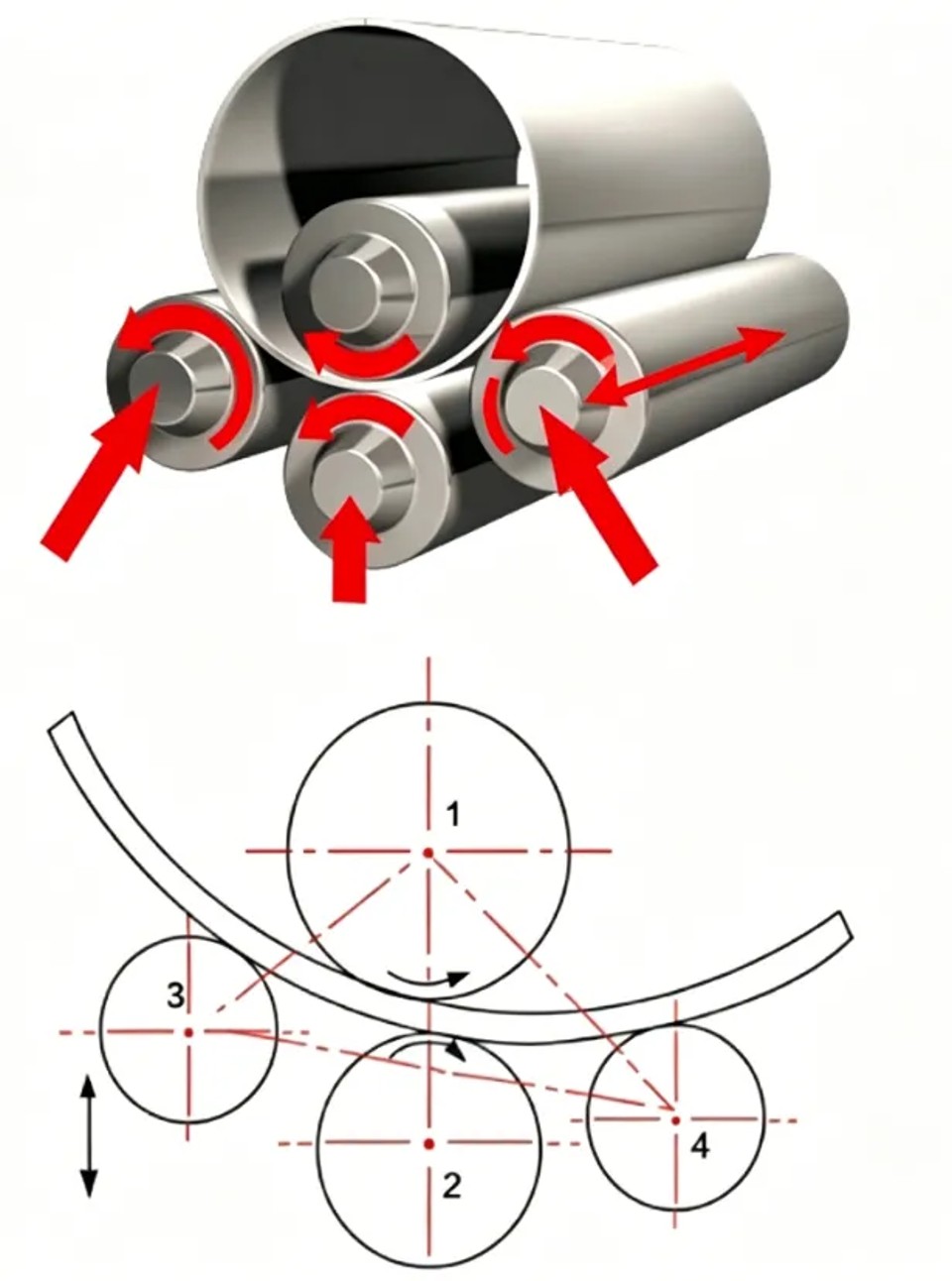
3. Working principle of a four-roll plate bending machine

The four-roll plate bending machine is an advanced sheet metal forming equipment. Its working principle involves the coordinated action of four working rolls (upper roll, lower roll, left roll, and right roll) to induce plastic deformation of the sheet metal under mechanical and hydraulic pressure, thereby achieving automatic pre-bending and precise rolling. The following section will analyze its working principle in detail from aspects such as structure, process, stress, and control.
1) Paper feeding
· The sheet material is fed in from the side or front through the feeding platform.
· After aligning the center, it is clamped and positioned by the upper and lower rollers.
2) Clamping of the sheet metal
· The lower roller rises and presses the sheet tightly under the upper roller.
· The initial clamping state is formed and it is ready for rolling.
3) Pre-bending of the sheet material (to eliminate residual straight edges)
· Lift one of the side rollers (such as the left roller).
· One end of the sheet is lifted, forming a three-point force with the upper and lower rollers, causing it to bend partially (pre-bending).
· The sheet metal is rotated and the operation is repeated at the other end to achieve pre-bending at both ends.
· This method significantly reduces residual straight edges and improves forming quality.
4) Sheet rolling
· The side rollers gradually rise (programmable curvature control).
· The sheet material is continuously rolled into an arc or cylinder using a three-point bending method.
· The drive roller continuously drives the plate forward, forming a complete circular cross-section.
5) Unloading of sheet metal
· After calendering is completed, the upper roller can be flipped or moved to the side.
· The formed workpiece is unloaded by a hydraulic or mechanical auxiliary mechanism.
· The next welding or winding process can be carried out directly.
4. Stress Analysis of a Four-Roll Plate Rolling Machine
Stress analysis of a four-roll plate bending machine is a core part of understanding its rolling mechanism, controlling precision, and optimizing the forming process. The advantage of the four-roll structure in terms of stress is that it can form a more ideal three-point bending system, effectively controlling the deformation process of the plate and improving the pre-bending and rolling quality.
1) Main stress points of the four-roll plate bending machine
During the rolling process, the sheet metal is mainly subjected to the following forces:
· Upper roller pressure: applies the main bending force to the sheet material, causing it to undergo plastic bending.
· Lower roller support force: It clamps the plate together with the upper roller, and at the same time plays a supporting and transmission role.
· Side roller top pressure: controls the curvature and shape accuracy during pre-bending and winding.
· Friction: This comes from the friction between the upper and lower rollers and the board, which drives the board to move.
· Slab springback force: The elastic recovery force generated after the sheet metal is bent is an important factor affecting accuracy.
2) Force process stage analysis
Initial clamping stage:
· The sheet material is placed between the upper and lower rollers.
· The lower roller rises and applies pressure, forming a clamping force with the upper roller, generating normal pressure.
· The friction between the upper and lower rollers controls the movement of the plate.
Pre-bending stage:
· One side roller rises, forming a three-point force with the upper and lower rollers.
· The ends of the sheet are bent, forming localized plastic deformation zones.
· The bending moment is generated below the central axis of the plate thickness, resulting in an asymmetrical stress distribution.
Rolling phase:
· The sheet metal is subjected to force between three support points (upper roller + two side rollers).
· As it moves forward, it is compressed and bent, forming a continuous curve.
· The bending radius is determined by the position of the side rollers, and the pressure distribution must be uniform.
During bending, the stress state inside the plate is as follows:
· The upper surface is a tensile surface with positive stress.
· The lower surface is compressed, and the stress is negative.
· The stress at the neutral axis is zero, so bending occurs but elongation does not.
3) Strength advantages of the four-roller structure
Comparison items | Three-roll plate bending machine | Four-roll plate bending machine (advantages) |
support point | 2 sides + 1 center | True three-point molding structure |
Paper stability | The plate is easy to slide | Stable plate fixing and clamping |
Rolling accuracy | General | High (controllable bending moment adjustment) |
Pre-bending capability | Weak | High strength (structure supports both positive and negative pre-bending) |
Rebound control | Difficult to control accurately | Programmable compensation + dynamic adjustment |
5. Rolling control methods
With the development of technology, plate rolling machines have gradually transitioned from traditional manual/hydraulic control to electronic numerical control (NC) and computer numerical control (CNC) systems, achieving a higher level of intelligent manufacturing. The rolling control method of a four-roll plate rolling machine determines its forming accuracy, operating efficiency, and level of automation.
1) Roller position control (displacement control)
· Control the lifting and lowering displacement of the upper roller, lower roller, and left and right side rollers.
· Determine the bending radius and pressure area of the sheet material during the forming process.
· Closed-loop control is typically achieved using a hydraulic proportional valve and a displacement sensor.
2) Scroll trajectory control
· Control the movement trajectory of the side rollers (diagonal lines, curves).
· To achieve complex shapes (such as conical cylinders) or multi-segment circular arc rolling
· The trajectory is usually pre-programmed by the CNC system.
3) Clamping control
· Control the clamping pressure of the upper and lower rollers on the sheet metal.
· Make sure the plate doesn't slip during rotation.
· Dynamically adjust quality and thickness according to different materials
4) Drive control (speed regulation)
· Controlling the rotation speed of the rollers achieves smooth material feeding.
· An advanced control system can adjust the acceleration and deceleration during the rolling process.
· It is very important to prevent material tearing, overpressure, or surface damage.
5) Program control (automatic logic)
The control system has preset multiple rolling steps:
· Plate positioning
· Automatic clamping
· Pre-bend the first end
· Plate rotation
· Pre-bend the second end
· Full circle rolling
· Unloading, etc.
Users only need to input parameters such as sheet thickness, material, and roll diameter, and the system will automatically adjust the position and movement of each roller.
6. Advantages of Four-Roll Plate Rolling Machine
Four-roll plate bending machines are widely used in modern sheet metal forming and manufacturing, mainly due to the numerous advantages brought by their structure and control system. Compared with traditional equipment such as three-roll plate bending machines and symmetrical plate bending machines, four-roll plate bending machines have significant advantages in terms of precision, efficiency, and operability.
1) Structural advantages of four-roll plate bending machines
· Four-roller structure design: active upper roll + lower roll clamping + dual-side roll adjustment, resulting in a more stable structure. Supports symmetrical winding and asymmetrical pre-bending.
· Lower roller fixes the printing plate: The printing plate is always on the fixed roller, which makes it less prone to slippage and easier to position and control the accuracy.
· No flipping required: Unlike three-roll mills, the sheet material is always processed on the same side throughout the entire rolling process, without the need to flip it.
2) Technological and operational advantages
· One-step molding: Pre-bending and rolling can be completed in the same process cycle, reducing manual labor and positioning errors.
· Strong pre-bending capability at both ends: The left and right rollers can be raised and lowered separately, allowing for independent precision pre-bending at both ends (with almost no straight edges).
· Adaptable to conical rolling: The side roller trajectory is programmable and adjustable, suitable for non-circular structures such as conical cylinders and ellipses.
· Easy to operate: Most four-roll plate bending machines are equipped with a numerical control system (NC/CNC), and users only need to input parameters to operate them.
· Wide range of sheet thickness adaptable: It can roll various metal sheets with thicknesses from 1mm to over 100mm (depending on the model).
· Lower operator requirements: Compared with three-roll plate bending machines, it has lower technical dependence, is easier for beginners to learn, and is safer.
3) Molding quality advantages
· Higher roundness: Multi-point force control has high precision, and the roundness and cylindricity of the roll forming are better than those of the three-roll forming.
· Good springback control: The side roller force is continuously controllable, reducing elastic springback and improving rolling accuracy.
· Good surface quality: The board is not easy to slip, does not need to be flipped, and avoids defects such as scratches and creases.
· More precise edge alignment: smaller straight edges facilitate subsequent precision operations such as automatic welding and seam alignment.
4) Advantages in production efficiency and automation
· Fully automatic control system: Supports NC/CNC programming, has memory storage function, and is suitable for mass production.
· Reduce processing time: All steps are completed in one positioning, reducing the total processing time by 30%–50%.
· Suitable for automated production lines: can be linked with loading and unloading systems, robots, welding stations and other equipment.
· Supports remote monitoring/diagnosis: Some high-end devices can be connected to the Internet to achieve Industrial Internet of Things (IIoT) access.
5) Comparison of typical advantages of three-roll plate bending machines
Comparison items | Three-roll plate bending machine | Four-roll plate bending machine (advantages) |
Pre-bending function | Requires multiple flips, large straight edges | Automatic pre-bending, extremely short straight edge (≤1.5 times the plate thickness) |
Focus and positioning | Positioning based on manual experience | The sheet metal is fixed on the lower roller and automatically centered. |
Rolling efficiency | Many processes, low efficiency | All rolling processes are completed in one go. |
Conical rolling capability | Structural limitations make it difficult to achieve. | Adjustable roller trajectory, freely controllable cone angle |
Operational technical difficulty | High skill level, requires skilled workers. | Low-profile, user-friendly CNC interface, easy to train |
7. How to choose a four-roll plate bending machine?
Choosing a four-roll plate bending machine is a crucial equipment investment decision that directly impacts production efficiency, processing accuracy, and the long-term development capabilities of your business. Below is a systematic and practical "Four-Roll Plate Bending Machine Selection Suggestions and Guide" to help you make an informed choice based on your actual needs, avoiding unnecessary waste and potential problems.
1) Clarify your application requirements
Before selecting a machine model, you must understand the characteristics of your workpiece and your production method:
Key parameters | Precautions |
Plate thickness | Maximum/minimum processing plate thickness range (affects upper roller diameter and hydraulic system) |
Board width | The maximum machining width determines the machine tool body width and rigidity requirements. |
Material type | Ordinary carbon steel, stainless steel, aluminum alloy, wear-resistant steel, etc., affect pressure and forming radius. |
Minimum drum diameter | Minimum inner diameter required? This involves bending capacity and roller arrangement. |
Workpiece type | Cylindrical, conical, elliptical, non-standard parts? Their impact on control systems and roll trajectory design. |
Batch size | Single-piece customization or mass production? Determine whether CNC machining or automatic loading/unloading devices are required. |
2) Recommendations for selecting key technical parameters
· Upper roller diameter: should be large enough to withstand maximum bending force and avoid deflection; affected by the thickness of the rolled sheet.
· The diameters of the lower roller and side rollers affect the stability of clamping and bending; a symmetrical structure is better.
· Hydraulic system pressure: The higher the pressure, the stronger the processing capability, but the cost also increases accordingly.
· Motor power: directly determines the driving capability and processing speed of the sheet metal.
· Roll gap and roll arrangement: determine forming quality and minimum roll diameter. Eccentric side rolls are suitable for tapered rolling.
· Control methods: NC is suitable for conventional applications, while CNC is suitable for complex, high-precision scenarios.
· Machine structural materials: High-strength cast steel or welded structure is used to ensure long-term resistance to deformation.
3) Brand and after-sales service recommendations
Choosing a reliable manufacturer and comprehensive after-sales support is key.
· Prioritize well-known brands or manufacturers with a good reputation in the industry: the equipment quality is guaranteed and the key components have a long lifespan.
· Inspect the factory's assembly and trial operation site: check the actual rolling effect and understand the operability of the control system.
· Ensure suppliers provide installation, commissioning, and training services: shorten machine cycle time and improve production efficiency.
· Understanding after-sales response time and parts support: Timely maintenance is extremely important when equipment malfunctions.
4) Summary of Selection Strategies for Four-Roll Plate Rolling Machines
You can use the table below to outline your needs and communicate with the manufacturer:
thing | Data or requirement description |
Maximum plate thickness | For example, 20mm Q345 steel |
Board width range | 2000 mm |
Minimum inner diameter | 400 mm |
Workpiece type | cylinder + cone |
Processing materials | Mixed stainless steel and carbon steel |
Control methods | CNC or CNC |
Batch? | Yes, it is recommended to configure a feeding device. |
Installation location restrictions | Width/height/foundation bearing capacity requirements, etc. |
Contact Us
