- tel:+86-13222111178
- email:info@ntjugao.com






Is your pipe bending machine's bending radius incorrect? Don't just adjust the program; check these areas first.
Is your pipe bending machine's bending radius incorrect? Don't just adjust the program; check these areas first.

When the radius of the bent pipes fluctuates or doesn't match the drawings, many people's first reaction is to modify the program. However, often the problem isn't with the program, but rather with the following areas.

1. Incorrect Bending Die Radius Selection – The Most Basic Pitfall
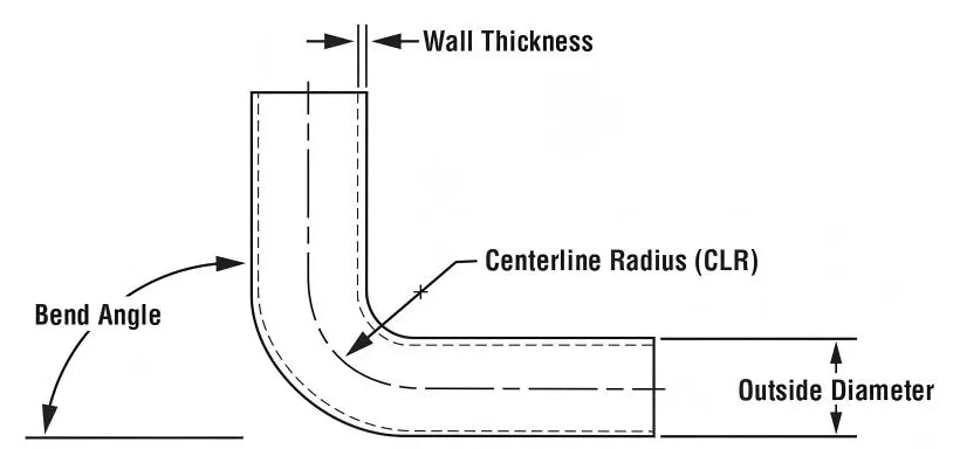
The groove radius of the bending die determines the bending radius of the pipe. Using the wrong die will render any adjustments useless.
Solution: Ensure the R-value on the die matches the drawing. Changing the pipe diameter requires changing the die; don't compromise.
2. Insufficient Springback Compensation – Material Incompatibility
The pipe will spring back slightly after bending, resulting in an actual radius larger than the die radius. High-strength steel and stainless steel exhibit particularly noticeable springback.
Solution: Measure the actual radius after a trial bend and increase the bending angle in the program (e.g., bend from 90° to 92°). Record the springback compensation values for different materials for future use.
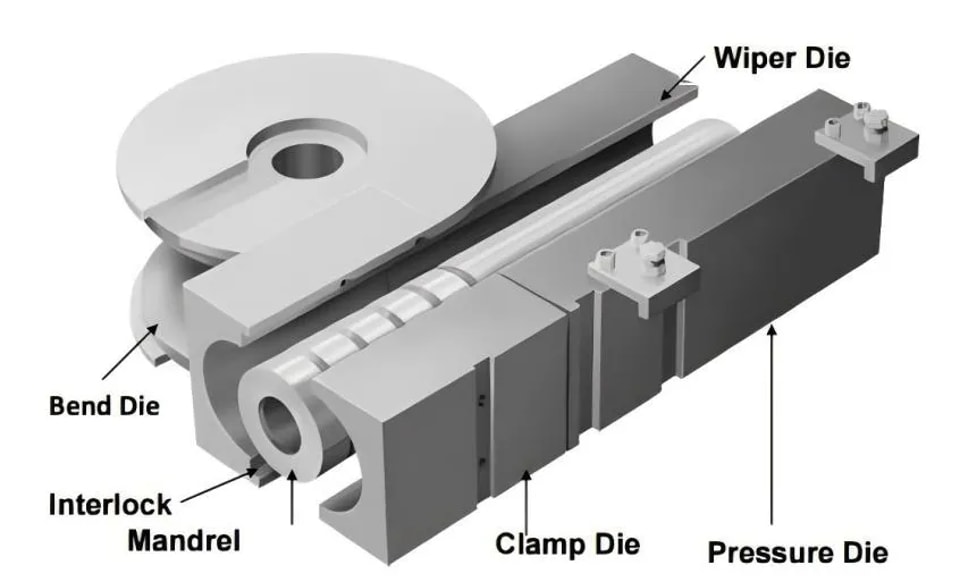
3. Incorrect Mandrel Position – Small Radius Will Inevitably Collapse
For thin-walled pipes with an R/D ratio less than 3, the inner side will inevitably collapse without a mandrel or with insufficient mandrel extension, resulting in a distorted radius.
Solution: Align the center of the first ball socket of the ball-end mandrel with the bending die tangent point 0.5-1.5mm before it. Extending too far will scratch the inner wall; extending too short will not provide support. 4. Excessive Gap Between Anti-Wrinkle Die and Bending Die – Radius Deviation After Wrinkling
Inner wrinkling alters material flow, causing the actual bending radius to deviate.
Solution: Adjust the gap between the anti-wrinkle die and bending die to 0.1-0.2mm (the thickness of an A4 sheet of paper), ensuring a snug fit without jamming.

5. Insufficient Clamping Force – Pipe Slippage
If the clamping force is insufficient, the pipe slides within the bending die, resulting in a larger-than-set bending radius.
Solution: Gradually increase the clamping pressure until there are no slippage marks on the pipe surface. Simultaneously, clean the working surface of the clamping die.
6. Bending Speed Too High – Deformation Insufficient
Excessive speed prevents uniform material flow, leading to an unstable radius.
Solution: Reduce the speed to 30%-50%, especially for small-radius bends.
7. Die Wear – Loss of Precision in Old Dies
Wearing of the bending die groove reduces the pipe's fit, naturally resulting in an inaccurate radius.
Solution: Regularly inspect the working surfaces of the mold; if wear exceeds tolerance, repair or replace it.
Quick Troubleshooting Sequence
1. Verify the mold's R-value → 2. Measure springback and correct overbending → 3. Adjust the mandrel position → 4. Adjust the anti-wrinkle die clearance → 5. Check the clamping force → 6. Perform a slow-down test bend → 7. Replace the worn mold
If the bending radius is inaccurate, it's 70% likely a problem with the mold and mandrel; don't just focus on adjusting the program.
Contact Us
