- tel:+86-13222111178
- email:info@ntjugao.com






How to prevent pipes from being flattened during bending? A veteran craftsman's hard-earned tips
How to prevent pipes from being flattened during bending? A veteran craftsman's hard-earned tips

One of the most annoying problems with pipe bending is "flattening"—the pipe doesn't turn into a circle, becoming an oval or even collapsing completely. Not only is it unsightly, but bolts can't be threaded through the pipe, and it's rendered unusable. Follow these tips, and you can reduce flattening problems by more than half.
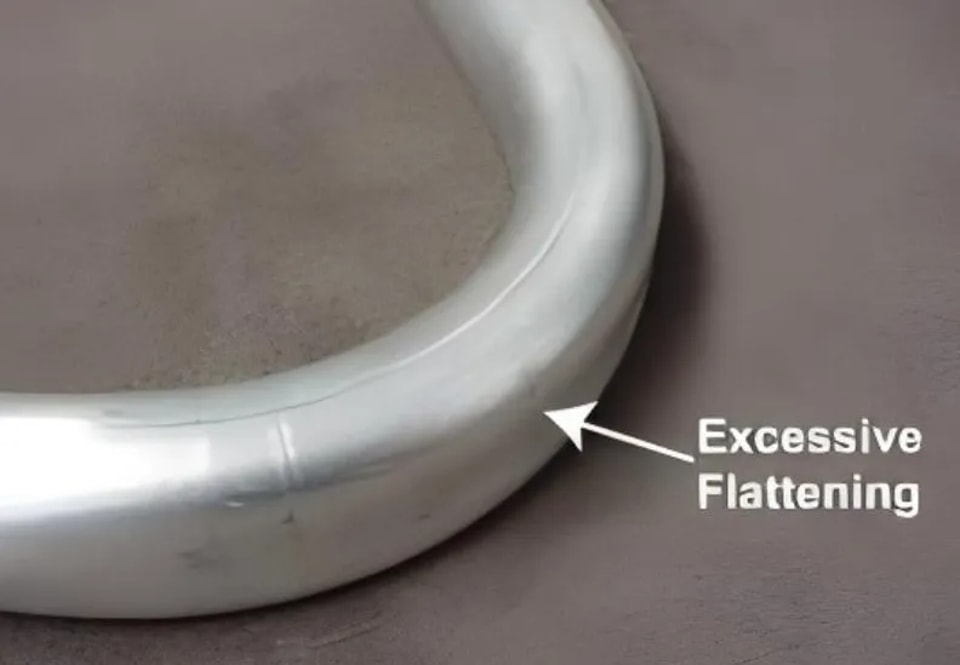
1. Don't be too stingy with the bending radius; R/D should not be less than 3.
The most common reason for pipe flattening is an excessively small radius. R is the bending center radius, and D is the pipe's outer diameter. Ideally, R/D should be ≥3. If a small radius is required (e.g., R/D=2), a mandrel and anti-wrinkle die are necessary; don't force it.
2. A mandrel is essential, and its position is crucial.
For thin-walled pipes or small-radius bends, the mandrel acts as an "internal support." Without it, the inner wall cannot be supported, and flattening will occur. Align the center of the first ball joint of the ball-end mandrel with the tangent point of the bending die, moving forward 0.5-1.5mm. Too far forward will scratch the inner wall; too far back will not provide support. Additionally, the mandrel and the pipe's inner diameter must match; a large gap is useless.
3. Adjust the gap between the anti-wrinkle die and the bending die correctly.
The anti-wrinkle die should be flush against the bending die. The gap should be adjusted according to the pipe's outer diameter, approximately 0.1-0.2mm (the thickness of an A4 sheet of paper). If the gap is too large, the inside of the pipe will wrinkle and eventually flatten; if the gap is too small, it will scratch. After adjusting, test bend one pipe to check; don't just install it and leave it unattended.
4. The mold groove must fit properly; don't use the wrong mold.
The radius of the groove in the bending mold should be equal to half the outer diameter of the pipe. If the groove is too large, the pipe will wobble inside and easily flatten; if the groove is too small, forcing it in will directly deform it. When changing pipe diameters, the mold must be changed accordingly; don't try to make do.

5. Avoid using excessively thin or soft tubing.
Thin walls are prone to flattening during bending. When selecting material, calculate D/t (outer diameter/wall thickness). A ratio exceeding 40 indicates thin-walled tubing, requiring a mandrel. Soft copper and aluminum tubing are prone to flattening after annealing; consider using fillers (sand, bending springs) or harder materials.
6. Avoid excessively fast bending speeds.
Too fast a speed prevents material deformation, leading to external pulling and internal squeezing, easily causing flattening. Reduce speed to 30%-50%, especially at the initial stage, allowing time for even material flow.
7. Don't skimp on bending lubricant.
Insufficient lubrication increases friction between the mold and the tubing, increasing tension and pressure, exacerbating flattening. Use dedicated bending lubricant, applying it evenly to the mandrel and mold surfaces.
To prevent flattening, there are three things: ① Support (using a mandrel and anti-wrinkle mold) ② Smooth rotation (mold matching and proper lubrication) ③ Stable movement (sufficient radius and low speed). First, bend one piece to test the ovality (usually required to be no more than 8%-10%) before mass production.
Contact Us
