- tel:+86-13222111178
- email:info@ntjugao.com






If the pipe bending machine temperature is wrong, nine times out of ten the pipes will be scrap.
If the pipe bending machine temperature is wrong, nine times out of ten the pipes will be scrap.

Over the years, I've noticed that many operators completely disregard temperature. They put the pipes directly into the machine when they're still cool, and they don't care if the oil temperature is too high. The result is pipes that either crack or wrinkle, and they can't even figure out why. Temperature isn't a huge issue, but it can be fatal.
1. Pipes Crack When Bending Due to Cold Temperatures
This is most noticeable in winter. Carbon steel and stainless steel lose their plasticity at low temperatures, becoming stiff. When a pipe bending machine applies force, the outer side is stretched and cracks appear directly. A close inspection of the bend's outer surface reveals numerous tiny cracks; severe cracks can even penetrate the pipe.
Solution: In winter, allow the pipes to warm up in the workshop for a day, or use a heater to raise the temperature to above 15°C before bending. Don't be lazy about this.
2. Incorrect Hydraulic Oil Temperature Causes Uneven Angle Movement
Hydraulic oil is the lifeblood of a pipe bending machine; its temperature directly affects the stability of the operation.
Too Low Oil Temperature (<15℃): The oil is too thick, causing the bending arm to move haltingly and erratically. Uneven compression on the inside of the pipe results in wavy lines.
Too High Oil Temperature (>55℃): The oil becomes too thin, leading to internal leaks and a drop in pressure. A 90-degree bend may only result in an 85-degree return, with inconsistent angles for each pipe.
After starting the machine, allow it to idle for 5-10 minutes to warm up. When working continuously, monitor the oil temperature gauge. If the temperature exceeds 50℃, turn on the oil cooler or fan to lower the temperature. 35-45℃ is the most comfortable range.
3. Overheating and Scratching on the Pipe Surface Due to Friction
During high-speed continuous pipe bending, the pipe and die rub against each other at high speed, causing local temperatures to soar above 100°C. At this point, the bending oil film is burned through, leading to direct metal-to-metal friction. Wide scratches appear on the pipe surface, and a layer of metal shavings adheres to the die, worsening with continued scraping.
Do not press the cycle too tightly; allow the die some time to cool down. Use high-temperature resistant special bending oil; do not use ordinary machine oil.
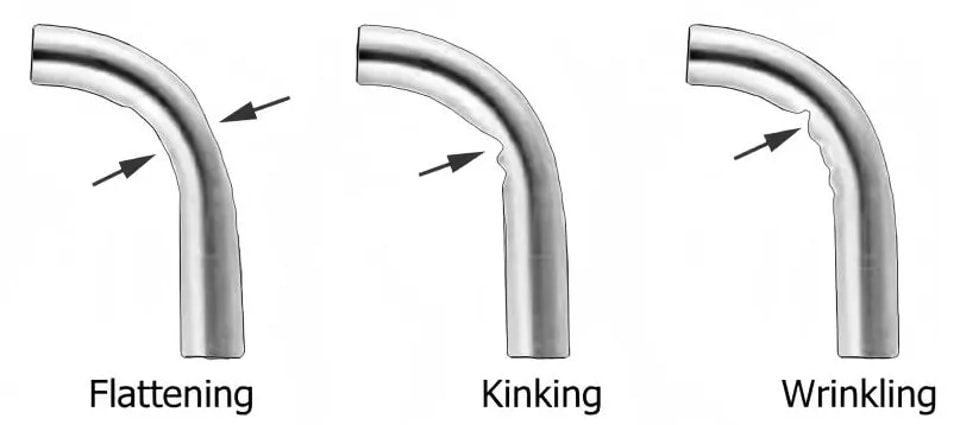
4. Localized Heating During Bending: Poor Temperature Control Leads to Large Wrinkles
Some processes use induction heating to assist bending. If the temperature gets too high (exceeding the material's recrystallization temperature), the inner side of the tube becomes as soft as noodles, instead of compressing and forming large wrinkles. The outer wall thickness also decreases drastically, making it prone to cracking.
When using hot bending processes, an infrared thermometer must be used for real-time monitoring. Heating must be stopped as soon as the temperature is reached; don't rely on guesswork.

Temperature is something nobody pays much attention to, but it can really ruin your job. Preheat the pipes if they're cold, cool the oil if it's too hot, and reduce speed and add proper lubricant if there's too much friction. Doing these three things will reduce cracks, wrinkles, and scratches by at least half.
Contact Us
