- tel:+86-13222111178
- email:info@ntjugao.com






Factors Determining the Bend Radius in Sheet Metal: A Comprehensive Technical Guide
Factors Determining the Bend Radius in Sheet Metal: A Comprehensive Technical Guide

The bend radius is a critical parameter in sheet metal fabrication, affecting part strength, appearance, and manufacturability. Selecting the appropriate bend radius ensures structural integrity while avoiding defects such as cracking or deformation. This document explores the key factors that influence the bend radius in sheet metal and provides best practices for optimal bending operations.
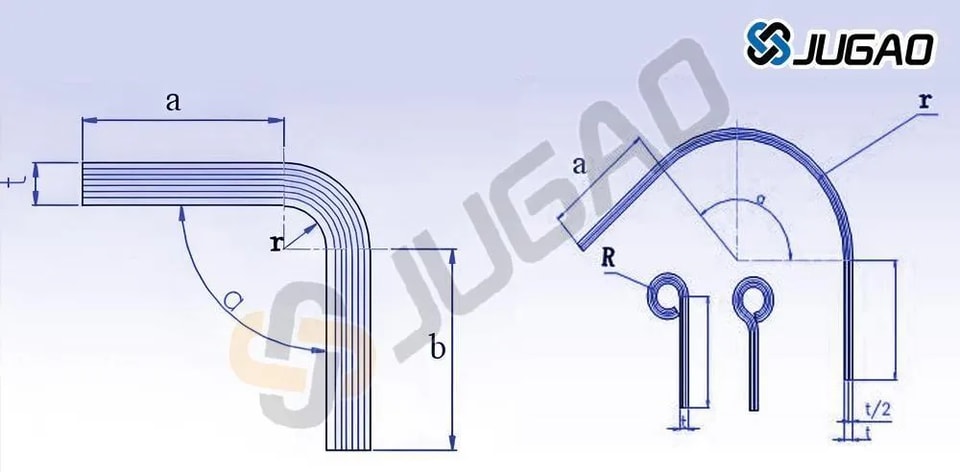
Definition of Bend Radius
The bend radius refers to the inner radius of a bent sheet metal section. It is measured from the inside curvature of the bend to the centerline of the material thickness.
l Sharp Bend (Small Radius): Near-zero radius, typically requiring specialized tooling.
l Standard Bend (Moderate Radius): Common in most applications.
l Large Radius Bend: Used for aesthetic or structural purposes.
Key Factors Influencing Bend Radius
1. Material Properties
a) Material Type
Different metals have varying ductility and elongation properties:
l Aluminum: More ductile, allows for tighter bends.
l Stainless Steel: Harder, requires larger bend radii to prevent cracking.
l Mild Steel: Moderate bendability, widely used in standard applications.
l Copper & Brass: Highly ductile, suitable for tight radii.
b) Material Thickness (T)
l General Rule: Minimum bend radius ≈ 1×T (for soft materials) to 2×T (for harder materials).
l Example:
 2mm aluminum → Minimum radius = 2mm (1×T).
2mm aluminum → Minimum radius = 2mm (1×T).
 2mm stainless steel → Minimum radius = 4mm (2×T).
2mm stainless steel → Minimum radius = 4mm (2×T).
c) Grain Direction (Anisotropy)
l Bending parallel to the grain increases the risk of cracking.
l Bending perpendicular to the grain allows for tighter radii.
2. Tooling & Machine Capabilities
a) Punch & Die Selection
l Smaller V-die openings allow for tighter bends but increase required tonnage.
l Larger dies produce larger radii but reduce stress on the material.
b) Press Brake Tonnage
l Higher tonnage machines can achieve tighter bends in thicker materials.
l Insufficient tonnage leads to incomplete bends or springback.
c) Tool Material & Wear
l Worn or chipped dies increase the risk of surface defects.
l Hardened steel tools maintain precision over long-term use.
3. Bending Method
l Air Bending: Uses a smaller punch radius, resulting in a natural bend radius based on material elasticity.

l Bottoming / Coining: Forces material into the die, creating a precise radius but requiring higher tonnage.
l Roll Bending: Used for large-radius curves (e.g., cylinders).

4. Bend Angle & Springback Effect
l Tighter bends (acute angles) require smaller radii but may increase springback.
l Springback compensation must be considered in CNC programming.

5. Surface Finish & Coating Considerations
l Painted or coated sheets may crack if bent too sharply.
l Pre-bending treatments (e.g., annealing) can improve formability.
Calculating Minimum Bend Radius
1. Empirical Formula
The minimum bend radius (R_min) can be estimated as: Rmin=K×T
Where:
l K = Material factor (0.5 for soft aluminum, 2 for stainless steel).
l T = Material thickness.
2. Industry Standards (Example Guidelines)
Material | Recommended Minimum Bend Radius |
Soft Aluminum | 0.5 × T |
Mild Steel | 1 × T |
Stainless Steel | 2 × T |
Copper | 0.8 × T |
Common Defects from Incorrect Bend Radius
l Cracking (Outside Bend): Due to excessive thinning.
l Wrinkling (Inside Bend): From too large a radius in thin sheets.
l Springback: Material returns slightly after bending, affecting accuracy.
l Surface Scratches: From improper die selection or lubrication.
Best Practices for Optimal Bend Radius Selection
l Consult Material Data Sheets for elongation and K-factor values.
l Use Proper Tooling (correct V-die width, punch radius).
l Conduct Test Bends before full production.
l Apply Lubrication to reduce friction and cracking.
l Consider Post-Bending Treatments (stress relieving, deburring).
Conclusion
The bend radius in sheet metal is determined by material properties, thickness, tooling, and bending method. Proper selection ensures structural integrity, minimizes defects, and enhances manufacturability. By following industry guidelines and performing test bends, manufacturers can optimize their bending processes for high-quality results.
Contact Us
