- tel:+86-13222111178
- email:info@ntjugao.com






Factors affecting the tonnage of bending machines
Factors affecting the tonnage of bending machines

Bending methods
Bending methods | Influence on the tonnage of bending machines |
Air bending | It requires more tonnage than pneumatic bending because the upper die bottoms out in the die. The material contacts the tip of the upper die and the sidewall of the lower die. The tonnage is higher, but not as high as imprinting. |
Bottom bending | It requires more tonnage than air bending because the upper die bottoms out in the die. The material contacts the tip of the upper die and the side wall of the die. The tonnage is higher, but not as high as imprinting. |
Imprinting | Requires the highest tonnage. The punch and die are in full contact with the material, compressing and thinning the material. Use very large forces to make the material conform to the die angle of the bending machine |
Different metal bending methods require different tonnage. For example, in air bending, the tonnage can be increased or decreased by changing the die opening width.
The bend radius affects the die opening width. In this case, the method factor must be added to the formula. When using bottom bending and imprinting, the required tonnage is higher than air bending.
If you calculate the tonnage for the bottom bend, you need to multiply the tonnage per inch of air bend by at least five. If you use stamping, the tonnage required may be even greater than for the bottom bend.

Die Width
We have already learned that in air bending, the tonnage required decreases as the die opening size increases and increases as the opening size decreases.
This is because the width of the die opening determines the inside bend radius, and a smaller die radius requires more tonnage.
In air bending, the die ratio is typically 8:1, meaning the die opening distance is eight times the material thickness. In this case, the material thickness is equal to the inside bend radius.
Friction and Speed
In air bending, the punch needs to pass through the bottom die opening to bend the metal sheet. If the metal sheet surface is not lubricated, the friction between the die and the metal sheet increases, requiring more tonnage to bend the metal sheet and reducing the springback of the material.
Conversely, if the metal sheet surface is smooth and lubricated, the friction between the die and the metal sheet decreases, reducing the tonnage required to bend the metal sheet. However, this will increase the springback of the metal sheet.
Bending speed also affects the required tonnage. As the bending speed increases, the required tonnage decreases. Increasing the speed also reduces the friction between the die and the sheet, but this also increases the springback of the sheet.
Material Properties
Tonnage refers to the force that the press brake applies to the sheet metal. Therefore, the range of bending forces depends on the thickness and tensile strength of the sheet metal being bent.
Material Type
One factor is the type of material being bent. Materials with higher tensile strengths, such as stainless steel or high-strength alloys, require more force to bend than softer metals, such as aluminum or copper. For example
- Stainless steel (grade 316): tensile strength ~620 MPa; yield strength ~290 MPa.
- Copper: tensile strength ~210 MPa; yield strength ~69 MPa.
Softer materials, such as aluminum, exhibit less resistance, which reduces tonnage requirements but increases the potential for springback.
Tensile Strength and Yield Strength
Different materials have different tensile strengths, which directly affects the force required to bend. For example, stainless steel generally requires more tonnage than mild steel or aluminum.
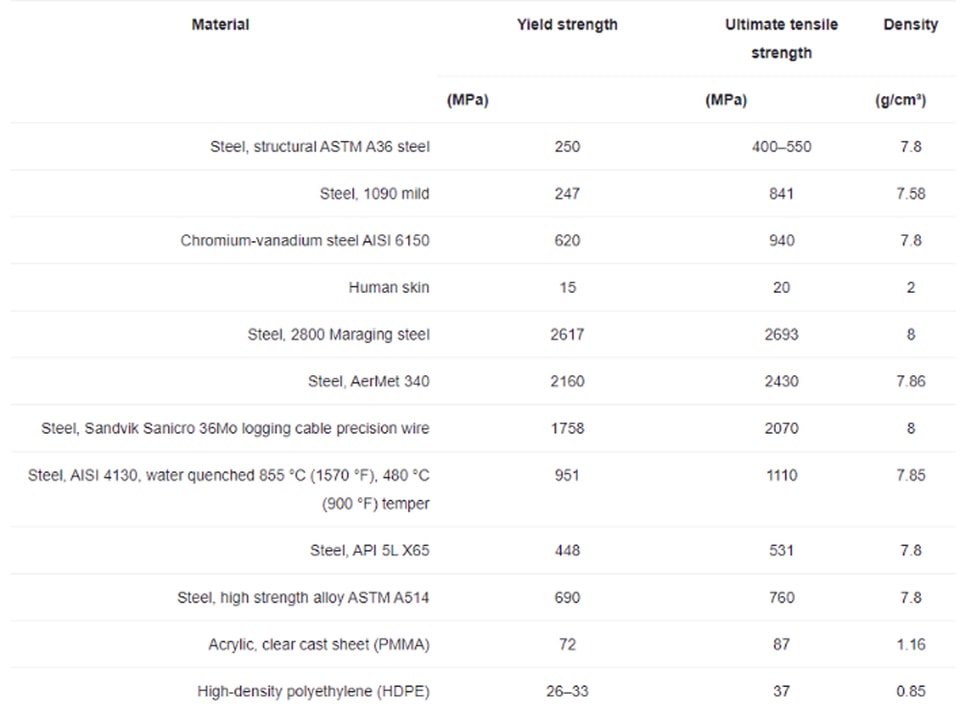
Tensile strength is the maximum stress a material can withstand under a steady load. If this stress is applied and maintained, the material will eventually break. Yield strength, on the other hand, is the stress at which a material begins to deform plastically.
Typical tensile strengths of some materials
Material thickness
Another important factor is the thickness of the sheet metal. The thicker the material, the more tonnage is required, and vice versa. Thicker materials require multiple times more tonnage due to their greater resistance to deformation.
For example, doubling the thickness of the sheet metal will double the force required. Generally speaking, the thicker the material, the more tonnage or force is required to form it.
Materials | Thickness (mm) | Bending radius (mm) | Tonnage multiplier | Required tonnage (tons/meter) |
Mild steel | 1 | 1 | 1 | 10 |
Mild steel | 2 | 2 | 1 | 40 |
Mild steel | 3 | 3 | 1 | 90 |
Aluminum (5052-H32) | 1 | 1 | 0.45 | 4.5 |
Aluminum (5052-H32) | 2 | 2 | 0.45 | 18 |
Aluminum (5052-H32) | 3 | 3 | 0.45 | 40.5 |
Stainless steel (304) | 1 | 1 | 1.45 | 14.5 |
Stainless steel (304) | 2 | 2 | 1.45 | 58 |
Stainless steel (304) | 3 | 3 | 1.45 | 130.5 |
Mild steel | 2 | 1 | 1 | 60 |
Mild steel | 2 | 3 | 1 | 30 |
Stainless steel (304) | 2 | 1 | 1.45 | 87 |
Stainless steel (304) | 2 | 3 | 1.45 | 43.5 |
The table shows that
- As the thickness of the material increases, the tonnage required for all materials increases significantly. Doubling the thickness from 1 mm to 2 mm increases the tonnage fourfold.
- Aluminum requires about 45% more tonnage than mild steel of the same thickness, and stainless steel requires about 45% more tonnage than mild steel.
- Reducing the inside bend radius while keeping the thickness constant increases the tonnage required. Halving the radius from 2 mm to 1 mm increases the tonnage by 50%.
- The tonnage multiplier varies by material type and tensile strength. In this example, it is 1.0 for mild steel, 0.45 for 5052-H32 aluminum, and 1.45 for 304 stainless steel.
Springback
After bending, materials tend to spring back slightly toward their original shape. High-strength materials will have more springback, so tonnage and tooling need to be adjusted to achieve precise angles.
Bend Length and Angle
Bend Length
The bend length of the press brake table is the maximum length that a sheet of metal can be bent. The bend length of the press brake should be slightly longer than the material being bent.
If the table length is incorrect, damage to the die or other components may occur. A bend load calculator can help determine the required tonnage based on material thickness and other factors such as bend length and V-opening width.
Bend Angle
The larger the angle, the higher the tonnage required due to the increased material compression at the bend point. Conversely, larger angles require less force but may result in less accurate bends.
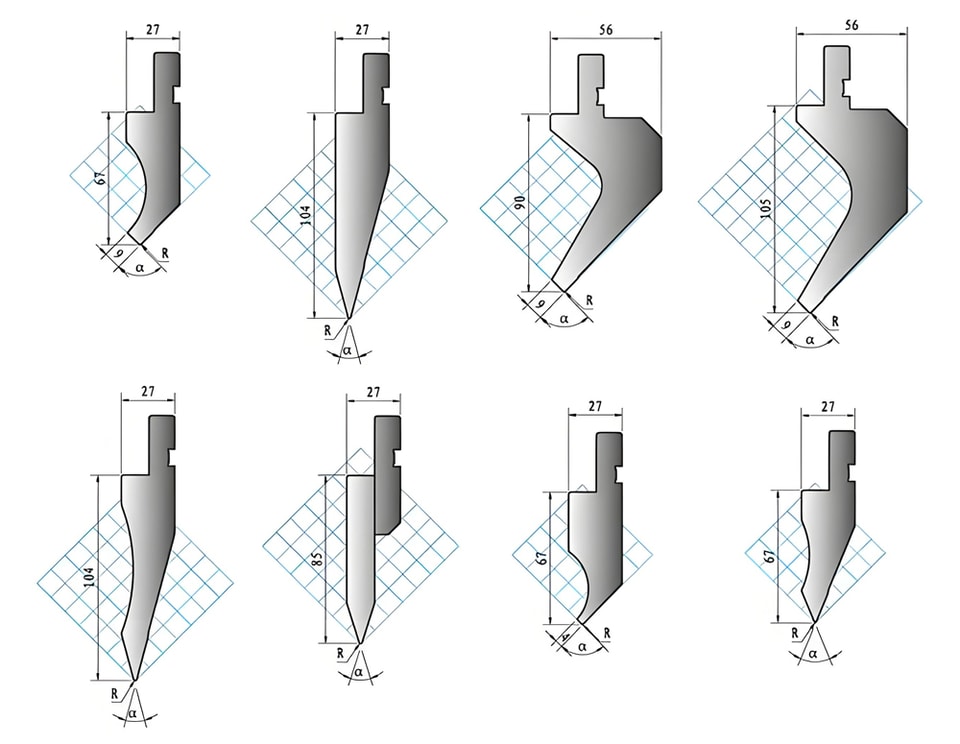
Tooling Factors
Press brake punches are also a factor to consider. These punches also have bending load limitations. Right-angle V-shaped punches can handle larger tonnage loads.
Since sharp-angle dies have a smaller angle and are made with less material, such as gooseneck dies, they are not as inclined to handle heavy loads.
When using different dies, their maximum bending force must not be exceeded. In addition, the die radius and bend radius also affect tonnage requirements.
A larger die radius may result in an increase in the required bending force. Likewise, the larger the bend radius, the higher the required tonnage.
The ratio between the die opening width and the material thickness is another factor to consider. For thinner materials, a lower die ratio (such as 6 to 1) is recommended.
Thicker materials may require a higher die ratio (such as 10 to 1 or 12 to 1) to reduce the bending force and keep the application within the capabilities of the bending machine.
Long-term tool wear
- Gradual wear:
Over time, repeated high-pressure operations cause tools to lose their sharpness and structural integrity. If not addressed, this wear can lead to inconsistent bends and reduced part quality.
- Impact on tool life:
Overloading a tool beyond its rated capacity (e.g., machining thick plate with a narrow die) can cause micro cracks or catastrophic failure during operation. Regular inspections are essential to prevent unexpected downtime or safety hazards.
- Maintenance requirements:
Tools that are overloaded require more frequent maintenance or replacement, increasing operating costs. Monitoring systems or predictive maintenance software can help identify wear patterns early and optimize tool use.

Contact Us
