- tel:+86-13222111178
- email:info@ntjugao.com
Bending tolerance dimensions and process requirements
Bending tolerance dimensions and process requirements

1.Dimension tolerance range (no dimension tolerance requirements)
Size | Tolerance range | Size | Tolerance range |
0-500mm | ±0.3mm | 500-1200mm | +≤0.6mm |
1200-1800mm | +≤0.8mm | 1800mm and above | +<1.0mm |
If there are clear tolerance range requirements in the process, follow the process requirements.
| |||
2.Bending angle tolerance range: 土<30'
3.Detection tools: vernier caliper, depth gauge, right angle ruler, angle ruler, tape measure, etc.
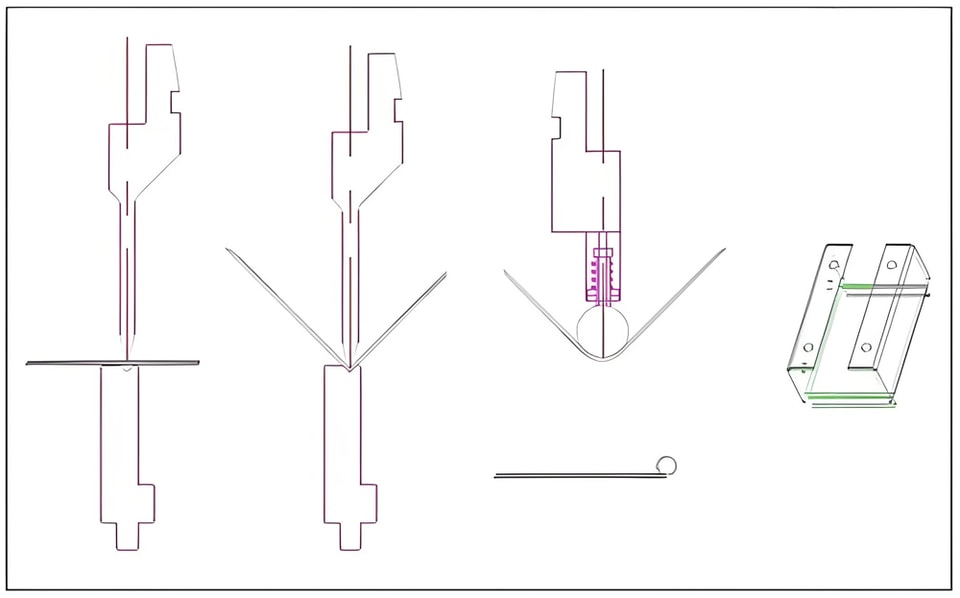
4.Factors affecting bending size and angle
A.Different cores of upper and lower molds will lead to bending size deviation, and the tool should be ensured to be in place.
B.After the back stopper moves left and right, the relative distance with the bottom changes. You can use a vernier
caliper to measure and then fine-tune the back stopper screw.
C.When bending, the workpiece is not parallel enough with the lower mold, and the workpiece rebounds after the upper mold is pressed down, affecting the bending size.
D.When the first bending angle is not enough, the second bending size will be affected.
E.The cumulative bending error will lead to a larger error in the workpiece's external dimensions. Therefore, it is particularly important to ensure the accuracy of single-sided bending.
F.The material properties and thickness will affect the bending angle, so each workpiece must be inspected and spot-checked when it is bent.
G.The length and thickness of the workpiece are different, and the pressure required is different. The length and thickness of the plate are proportional to the pressure. Therefore, the bending pressure must be readjusted when the length and thickness of the workpiece change.
H.The size of the V-groove of the lower die is inversely proportional to the bending pressure. When the length and thickness of the plate are constant, the larger the V-groove, the smaller the required pressure. Therefore, when processing workpieces of different thicknesses, the correct V-groove size of the lower die must be used as required. At this stage, our company stipulates the following, and no one is allowed to change it at will.
Thickness | Use V-groove size | Thickness | Use V-groove size |
t1.2 | V7 | t2.0 | +≤0.6mm |
t1.5 | V12 |
| V12 |
I.At one end of the bending machine, that is, when processing with a single-side load, the bending pressure will be affected, and it is also a harm to the machine tool, which is clearly prohibited. When matching the mold, the middle part of the machine tool should always be stressed.
J.Deformation, damage, wear and other phenomena of the mold will affect all aspects of bending and forming. Once found, it should be reported and corrected in time.

Contact Us
